

Lựa chọn chính xác và ứng dụng gia công lưỡi cắtdụng cụ được coi là một trong những yếu tố cơ bản để sản xuất thành công và sử dụng đúng dụng cụ tiện cứng. Trong các điều kiện ứng dụng khác nhau, gia côngmảnh cắt có các hình thức và thông số gia công khác nhau. gia côngmảnh cắt dụng cụ đề cập đến một quá trình sau khi mảnh cắt được đánh bóng và trước khi phủ (nếu có), thông qua các gia côngvát cạnh, ô xy hóa, làm phẳng, đánh bóng để nâng cao chất lượng của dụng cụ và nâng cao tuổi thọ sử dụng của dụng cụ cắt.
1.Đặc điểm và phương pháp gia cônglưỡi cắt
Thông thường, gia cônglưỡi cắt có thể được chia thành 4 kiểu lớn: Kiểu hình chữ F - không vát cạnh không cùn tròn, kiểu hình chữ E - cùn tròn không vát cạnh, kiểu hình chữ T - vát cạnh không cùn tròn, kiểu hình chữ S - vát cạnh thêm cùn tròn. Bốn loại phương pháp gia côngmảnh cắt có các đặc điểm hình học và vật lý riêng, có tác dụng khác nhau đối với trạng thái lực, ma sát dao - mảnh, hình dạng mảnh cắt trong quá trình sử dụng.
1.1 Gia cônglưỡi cắt kiểu hình chữ F. gia cônglưỡi cắt kiểu hình chữ F, tức là không vát cạnh cũng không cùn tròn. Phương pháp gia cônglưỡi cắt này sắc nét, với lực cắt nhỏ, biến dạng cắt ít và nhiệt cắt tương đối thấp, nhưng cường độ của lưỡi cắt thấp, lưỡi cắt có khuyết tật ban đầu, rất ít được sử dụng.
1.2 Gia cônglưỡi cắt kiểu hình chữ E. gia cônglưỡi cắt kiểu hình chữ E, tức là không vát cạnh mà cùn tròn. Kiểu lưỡi cắt nàyáp dụng công nghệ cùn tròn, giúp loại bỏ các khuyết tật nhỏtrên lưỡi cắt, củng cốlưỡi cắt, tăng khả năng chống sứt mẻ và nứt vỡ.
1.3 gia côngmảnh cắt kiểu hình chữ T. gia côngmảnh cắt kiểu hình chữ T, tứclà vát cạnh nhưng không cùn tròn. Thông qua gia công vát cạnh, nó có khả năng chống va đập tốt hơn, và nó có thể thay thế cho mảnh cắt hình chữ S khi yêu cầu về lực cắt và dung sai cao.
1.4 Gia cônglưỡi cắt kiểu hình chữ S. gia cônglưỡi cắt kiểu hình chữ S,tức là vát cạnh + cùn tròn. Hình thức này là kiểu gia cônglưỡi cắt phổ biến nhất, và cũng là lựa chọn ưa thích trong gia công tiện cứng . Nó có cường độ cao hơn kiểu hình chữ T, khả năng chống sứt mẻ và nứt vỡ cũng cao hơn, dễ dự đoán tuổi thọ dụng cụ hơn và có thể tạo ra chất lượng bề mặt ổn định hơn cho phôi. Đặc biệt thích hợp sử dụng trong điều kiện gia công gián đoạn và yêu cầu độ cắt sâu.
2.Ảnh hưởng của việc gia cônglưỡi cắt kiểu hình chữ S trong quá trình gia công cắt
Trong khigia cônglưỡi cắt kiểu hình chữ S, góc vát cạnh có hai đặc tính,một mặt, góc tăng lên có thể nâng cao cường độ của dụng cụ cắt và tăng khả năng chống va đập của dụng cụ;nhưng mặt khác, khi dụng cụ bị cùn, nó tăng thêm nhiệt cắt, nó chống mài không có lợi cho mặt dao trước. Điều này là do góc được tăng lên, tương đương với góc phụ trước lớn hơn, do đó góc cắt trở nên nhỏ hơn, biến dạng tăng lên và nhiệt biến dạng cao, bởi vậy độ mòn trên mặt cắt trước bị tăng tốc. Đồng thời, chiều rộng vát cũng phải được điều chỉnh phù hợp với cài đặt tham số gia công. Nếu chiều rộng của vát cạnh quá nhỏ, hiệu ứng vát sẽ bị suy giảm, đồng thời, ma sát giữa phoi cắt và mặt cắt trước sẽ mòn nhanh hơn ở điểm nối của vát và mặt cắt trước ban đầu. Nếu chiều rộng vát quá lớn, nó sẽ tăng lực cắt và kéo dài khoảng cách ma sát giữa phoi cắt và mặt cắt trước, không có lợi cho tuổi thọ dụng cụ. Đồng thời, kích thước, tính đồng nhất và phương pháp gia côngùn tròn cũng sẽ có ảnh hưởng nhất định đến hiệu suất của dụng cụ.
Các dụng cụ PCBN trong quá trình gia công quay cứng thường được gia công với các góc vát âm và góc trước phụ; như thế một mặt có thể củng cố mảnh cắt và đồng thời cải thiện khả năng chống mài của dụng cụ; khi gia công thép cứng hoặc gang xám, cung cấp cường độ cắt với các yêu cầu khác nhau. Sau khi mài bằng đá mài kim cương, mảnh cắtthường có các rãnh siêu nhỏ (tức là các cạnh sứt mẻ nhỏ và răng cưa) ở cạnh cắt. Trong quá trình cắt, phần rãnh nhỏ trênmảnh cắt của dụng cụ cắt rất dễ mở rộng, làm đẩy nhanh độ hao mòn và hư hỏng dụng cụ. Thiết kế góc trước phụ và mài vát cạnh phụ giúp cải thiện cường độ của dụng cụ, đồng thời, nó áp dụng cách gia côngcùn tròn để loại bỏ các khuyết tật gia công trên mảnh cắt; hai phương pháp gia côngđã cải thiện khả năng chống va đập của dụng cụ và tăng khả năng chống mài, từ đó kéo dài tuổi thọ dụng cụ.

Vật liệu mài siêu cứng CBN
Làm cho hiệu suất mài được nâng cao tới mức mới
Tấm composite kim cương PCD
Nâng cao ưu thế cạnh tranh tổng hợp của các nhà sản xuất dụng cụ cắt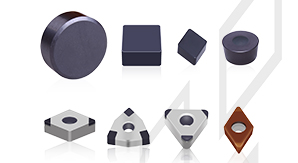
Lưỡi dao tiêu chuẩn siêu cứng PCBN
Làm cho hiệu quả cắt và tuổi thọ được nâng cao rất nhiều
Kim cương được trồng trong phòng thí nghiệm HPHT
Bảo vệ môi trường và tạo ra nghệ thuật và vẻ đẹp bằng công nghệ là sự theo đuổi không mệt mỏi của Funik