

Thép tôi cứng là vật liệu chịu mài và khó gia công điển hình, sau khi tôi luyện hoặc tôi luyện ở nhiệt độ thấp, độ cứng cao đạt mức HRC45~HRC65, có độ bền cơ học cao và chống mài, do đó, thép tôi cứng được sử dụng rộng rãitrong các trường hợp đòi hỏi độ cứng cao và chống mài, như bánh răng và vòng bi. Khi cắt thép tôi cứng, các dụng cụ PCBN thường sử dụng cắt khô và nhiệt độ làm việc của chúng thường có thể đạt tới hơn 1000℃, và ở nhiệt độ cao như vậy, độ dẫn nhiệt của các dụng cụ hợp kim cứng, dụng cụ gốm và thậm chí là dụng cụ kim cương sẽ tăng lên, hiệu suất của nó sẽ giảm mạnh, ảnh hưởng đến tiến trình cắt trơn tru. Nói chung, khi nhiệt độ cắt cao, đặc biệt là khi cắt vật liệu tôi cứng, nhiệt độ cao có thể làm mềm lớp bề mặt cứng, giúp quá trình cắt diễn ra suôn sẻ, lúc này, yêu cầu dụng cụ PCBN phải có tính ổn định nhiệt và hiệu suất tốt ở nhiệt độ cao để đáp ứng điều kiện cắt.
1.Ưu điểm của dụng cụ PCBN khi gia công thép tôi cứng
1.1 Khi cắt thép tôi cứng ở nhiệt độ (800-1000℃), độ cứng và khả năng chống mài của PCD, dụng cụ hợp kim cứng và gốm được giảm đáng kể, trong khi độ bền của dụng cụ PCBN giảm ở nhiệt độ tương đối thấp, nhưng vẫn có khả năng duy trì hiệu suất tương cao là tốt nhất trong số tất cả các dụng cụ cắt.
1.2 Dụng cụ PCBN sẽ không bị oxy hóa dưới nhiệt độ cao khi cắt, khi cắt kim loại nhóm sắt, do tính trơ hóa học lớn của chúng nên không dễ xảy ra phản ứng hóa học, có độ ổn định tương đối cao, do đó độ mòn hóa học tương đối nhỏ, dẫn đến khả năng chống mòn rất cao.
2.Đặc tính hao mòn của thép tôi cứng khi gia công bằng dụng cụ PCBN
Khi cắt thép tôi cứng, dụng cụ PCBN hình thành rất nhiều loại mài, trong số đó có mài mặt dao trước, nghĩa là phạm vi mài lưỡi liềm tương đối nhỏ, điều này là do độ sâu cắt nhỏ và vật liệu dễ giòn dễ gãy; sự mài mặt dao sau tương tự như cắt hợp kim cứng, ngoại trừ tốc độ mòn của dụng cụ PCBN chậm hơn nhiều so với dụng cụ hợp kim cứng. Sự mài dụng cụ PCBN sẽ làm giảm độ bền của dụng cụ và việc nhiêu lần thay đổi dụng cụ thường xuyên cũng sẽ làm giảm độ chính xác kích thước của phôi gia công cùng với độ nhám bề mặt. Nguyên nhân chính cho sự hao mòn dụng cụ PCBN là sự hao mòn hóa học của các hạt CBN trong quá trình gia công và khả năng chống mài của có chất kết dính trong quá trình cắt tốt hơn các hạt CBN.
2.1 Lực cắt lớn do độ cứng của dụng cụ PCBN và vật liệu tôi cứng đều rất cao, và lưỡi cắt của dao PCBN thường có cấu trúc mài vát hoặc mài cạnh vát âm, do đó tăng cường độ bền của lưỡi cắt và tránh lưỡi cắt sớm bị hao mòn và mất tác dụng, nhưng cũng làm cho lực cắt tăng đáng kể trong quá trình cắt.
2.2 Nhiệt độ cắt cao dụng cụ PCBN cắt thép tôi cứng thường được thực hiện trong điều kiện cắt khô; hai vật liệu có độ cứng cao va chạm và ma sát sẽ tạo ra nhiệt độ cắt và nhiệt lượng rất cao, sẽ ảnh hưởng đến độ chính xác kích thước và độ nhám bề mặt của phôi gia công, cũng sẽ dẫn đến sự hao mòn của các dụng cụ PCBN, do đó độ bền bị giảm đi.
2.3 Hình dạng mạt phoi cắt ngoằn ngoèo khi dụng cụ PCBN cắt thép tôi cứng, độ cứng rất cao và dung sai gia công nhỏ, lơp vật liệu kim loại bị loại bỏ mỏng, do đó quá trình cắt thường tạo ra các mạt phoi ngoằn ngoèo. Trong quá trình hình thành, nó thường đi kèm với lực cắt thay đổi định kỳ và nhiệt độ cắt cao hơn.
3.Dụng cụ cắt
PCBN boron nitride khối chỉnh thể có tính năng tuyệt vời, độ cứng cao, chống mài, độ cứng đỏ và ổn định nhiệt hóa học ở nhiệt độ cắt cao; thích hợp hơn cho các phương pháp gia công tiên tiến như cắt tốc độ cao và khô, “quay thay vì mài”. Đồng thời, nó có tính linh hoạt gia công tốt hơn khi cắt thép tôi cứng, và chất lượng của bề mặt được gia công cũng có thể đạt được hoặc thậm chí vượt qua hiệu quả mà mài truyền thống có thể đạt được.

Vật liệu mài siêu cứng CBN
Làm cho hiệu suất mài được nâng cao tới mức mới
Tấm composite kim cương PCD
Nâng cao ưu thế cạnh tranh tổng hợp của các nhà sản xuất dụng cụ cắt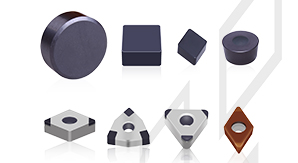
Lưỡi dao tiêu chuẩn siêu cứng PCBN
Làm cho hiệu quả cắt và tuổi thọ được nâng cao rất nhiều
Kim cương được trồng trong phòng thí nghiệm HPHT
Bảo vệ môi trường và tạo ra nghệ thuật và vẻ đẹp bằng công nghệ là sự theo đuổi không mệt mỏi của Funik